In our previous article, we shared how residential energy storage systems equipped with Topology Electric Power's TBCU modules have been successfully deployed and operated reliably in a variety of extreme environments around the world, including high-temperature, high-humidity, and high-altitude regions. This outstanding field performance is supported by two core strengths that Topology Electric Power provides to its customers: system-level battery pack optimization and comprehensive environmental reliability testing.

Through optimized cell arrangement configurations, CTP architecture, five-sided mechanical constraints applied through wiring harnesses and sheet metal structures, aerogel insulation between cells, and MPP foam cushioning between the cells and enclosure, an integrated engineering solution combining positioning, thermal insulation, and shock absorption has been achieved. This design ensures structural stability, controllable thermal safety, and predictable service life, allowing the battery pack to maintain reliable performance even under harsh operating conditions.
Based on measured thermal dissipation data from individual cells and complete battery packs, temperature rise is accurately controlled within 15°C through thermal equilibrium calculations. Traditional steel-band fastening methods have been replaced by direct enclosure fixing, while extra-thick sheet metal structures and high thermal conductivity insulation materials reconstruct the heat transfer path, effectively eliminating heat accumulation within the system.
The battery pack adopts a wiring harness and aluminum busbar solution, with mandatory separation between the electrical compartment and battery compartment. In addition, full-pack grounding and conductive sealing strips significantly enhance electrical safety and overall system reliability.
The TBCU module was placed in a 50°C temperature chamber and operated at full load for 16 hours to simulate extreme summer conditions. It was then operated at full load for another 16 hours in a -20°C environment to simulate severe winter conditions. Throughout the entire test process, the module showed no performance degradation. Core components remained fully functional, cell voltage and temperature monitoring operated normally, SOX calculations remained accurate, and all protection functions responded as designed.


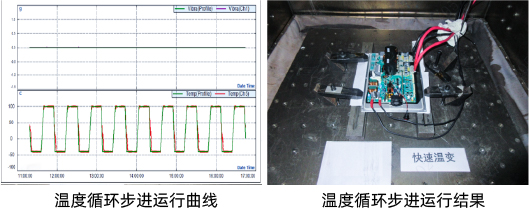
Within just a few minutes, the module was repeatedly subjected to rapid temperature transitions between -40°C and 100°C, enduring dozens of cycles of extreme thermal expansion and contraction. Even under such harsh conditions, the internal solder joints and structural components of the TBCU remained completely intact. When temperatures exceeded the normal operating range, the BMS protection functions operated correctly, effectively eliminating aging risks caused by temperature differentials.
For 48 consecutive hours, the TBCU module was exposed to an environment of 40°C and 95% relative humidity. Even in this sauna-like condition, the module maintained excellent insulation performance, with no leakage current, no short circuits, and no component failures. BMS sampling remained stable, and SOC calculations showed no loss of accuracy.

Condensation caused by day-night temperature differences is one of the leading causes of circuit board failure. During testing, the module was repeatedly cycled between high-temperature/high-humidity and low-temperature/high-humidity environments to intentionally create condensation conditions. Thanks to its superior sealing and protection design, the TBCU effectively resisted moisture intrusion, preventing condensation-related failures and eliminating the risk of short circuits.

Whether subjected to a 1-meter drop impact or continuous multi-axis vibration and shock testing simulating rough-road transportation and ocean shipping conditions, the TBCU successfully withstood every challenge. After comprehensive mechanical stress testing, the module exhibited zero structural deformation and zero connector loosening.


We believe that true product excellence is not hidden within impressive specifications, but is achieved through the combination of deep system-level engineering and rigorous end-to-end testing. By addressing application challenges at the design stage and validating product quality through extreme testing, Topology Electric Power ensures that every system can reliably adapt to complex operating conditions around the world.

